 TORNO PARALELO METALICO.
TORNO PARALELO METALICO.Se denomina torno (del latín tornus, y este del griego τόρνος, giro, vuelta)[1] a un conjunto de máquinas herramienta que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas-herramienta operan haciendo girar la pieza a mecanizar (sujeta en el cabezal o fijada entre los puntos de centraje) mientras una o varias herramientas de corte son empujadas en un movimiento regulado de avance contra la superficie de la pieza, cortando la viruta de acuerdo con las condiciones tecnológicas de mecanizado adecuadas. Desde el inicio de la Revolución industrial, el torno se ha convertido en una máquina básica en el proceso industrial de mecanizado.
El torno es una máquina que trabaja en el plano porque solo tiene dos ejes de trabajo, normalmente denominados Z y X. La herramienta de corte va montada sobre un carro que se desplaza sobre unas guías o rieles paralelos al eje de giro de la pieza que se tornea, llamado eje Z; sobre este carro hay otro que se mueve según el eje X, en dirección radial a la pieza que se tornea, y puede haber un tercer carro llamado charriot que se puede inclinar, para hacer conos, y donde se apoya la torreta portaherramientas. Cuando el carro principal desplaza la herramienta a lo largo del eje de rotación, produce el cilindrado de la pieza, y cuando el carro transversal se desplaza de forma perpendicular al eje de simetría de la pieza se realiza la operación denominada refrentado.
Los tornos copiadores, automáticos y de Control Numérico llevan sistemas que permiten trabajar a los dos carros de forma simultánea, consiguiendo cilindrados cónicos y esféricos. Los tornos paralelos llevan montado un tercer carro, de accionamiento manual y giratorio, llamado charriot, montado sobre el carro transversal. Con el charriot inclinado a los grados necesarios es posible mecanizar conos. Encima del charriot va fijada la torreta portaherramientas
INTRODUCCION AL CONTROL NUMERIACO [editar]

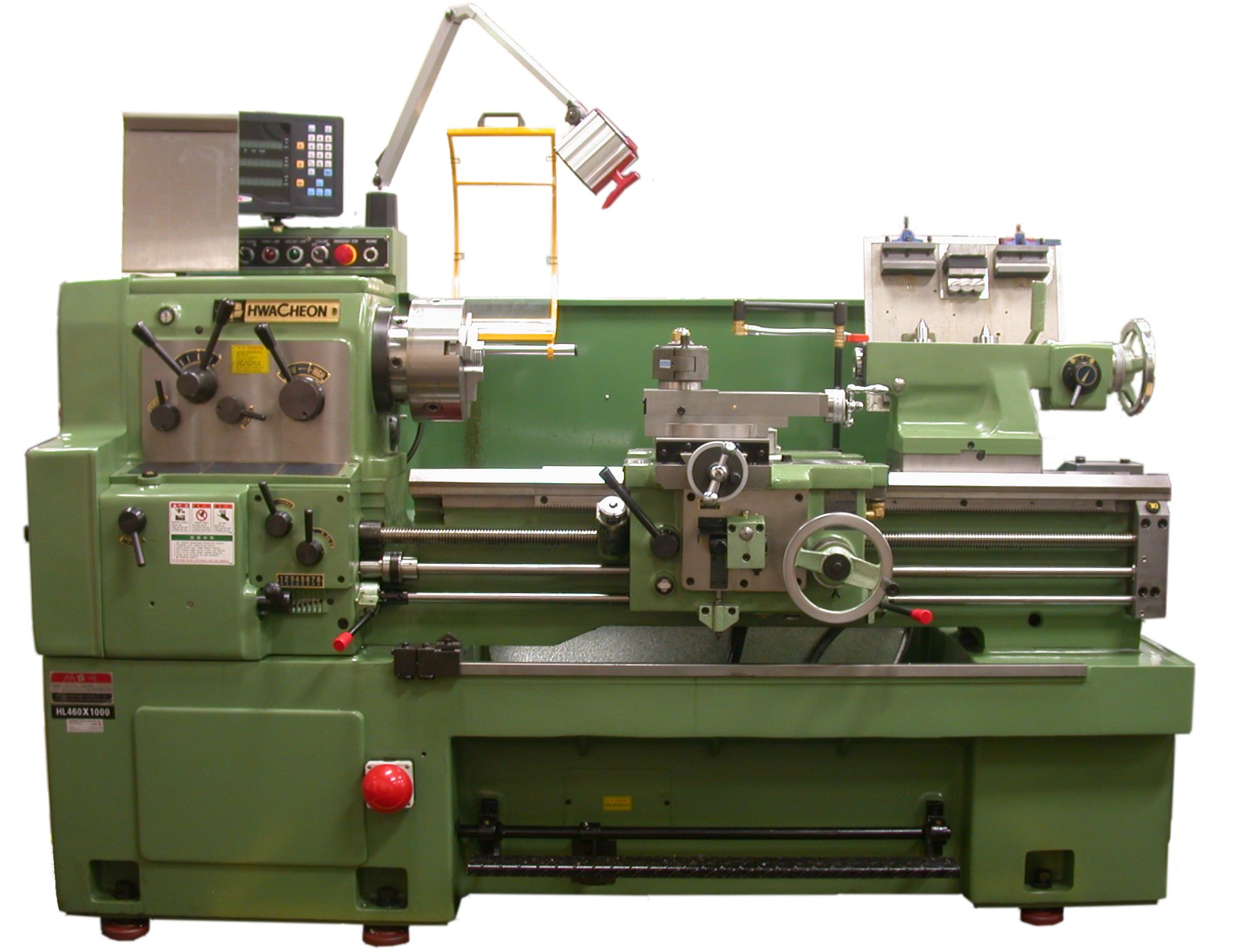
Torno moderno de control numérico.
El torno de control numérico es un ejemplo de automatización programable. Se diseñó para adaptar las variaciones en la configuración de los productos. Su principal aplicación se centra en volúmenes de producción medios de piezas sencillas y en volúmenes de produccíón medios y bajos de piezas complejas. Uno de los ejemplos más importantes de automatización programable es el control numérico en la fabricación de partes metálicas. El control numérico (CN) es una forma de automatización programable en la cual el equipo de procesado se controla a través de números, letras y otros símbolos. Estos números, letras y símbolos están codificados en un formato apropiado para definir un programa de instrucciones para desarrollar una tarea concreta. Cuando la tarea en cuestión cambia, se cambia el programa de instrucciones. La capacidad de cambiar el programa hace que el CN sea apropiado para volúmenes de producción bajos o medios, dado que es más fácil escribir nuevos programas que realizar cambios en los equipos de procesado.
El primer desarrollo en el área del control numérico lo realizó el inventor norteamericano John T. Parsons (Detroit 1913-2007), junto con su empleado Frank L. Stulen, en la década de 1940. El concepto de control numérico implicaba el uso de datos en un sistema de referencia para definir las superficies de contorno de las hélices de un helicóptero. La aplicación del control numérico abarca gran variedad de procesos. Se dividen las aplicaciones en dos categorías:
Aplicaciones con máquina herramienta, tales como el taladrado, laminado, torneado, etc.
Aplicaciones sin máquina herramienta, tales como el ensamblaje, trazado e inspección.
El principio de operación común de todas las aplicaciones del control numérico es el control de la posición relativa de una herramienta o elemento de procesado con respecto al objeto a procesar.
Gestión económica del torneado [editar]
TIPO DE TORNOS
Actualmente se utilizan en las industrias de mecanizados los siguientes tipos de tornos que dependen de la cantidad de piezas a mecanizar por serie, de la complejidad de las piezas y de la envergadura de las piezas
TORNO PARALELO
Caja de velocidades y avances de un torno paralelo

El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en una de las máquinas herramienta más importante que han existido. Sin embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar trabajos puntuales o especiales.
Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la geometría de las piezas torneadas
TORNO COPEADOR

Esquema funcional de torno copiador
Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y electrónico permite el torneado de piezas de acuerdo a las características de la misma siguiendo el perfil de una plantilla que reproduce el perfil de la pieza.
Este tipo de tornos se utiliza para el torneado de aquellas piezas que tienen diferentes escalones de diámetros, que han sido previamente forjadas o fundidas y que tienen poco material excedente. También son muy utilizados estos tornos en el trabajo de la madera y del mármol artístico para dar forma a las columnas embellecedoras. La preparación para el mecanizado en un torno copiador es muy sencilla y rápida y por eso estas máquinas son muy útiles para mecanizar lotes o series de piezas que no sean muy grandes.
Las condiciones tecnológicas del mecanizado son comunes a las de los demás tornos, solamente hay que prever una herramienta que permita bien la evacuación de la viruta y un sistema de lubricación y refrigeración eficaz del filo de corte de las herramientas mediante abundante aceite de corte o taladrina.
Torno revólver [editar]
 TORNO REVOLVER
TORNO REVOLVEREl torno revólver es una variedad de torno diseñado para mecanizar piezas sobre las que sea posible el trabajo simultáneo de varias herramientas con el fin de disminuir el tiempo total de mecanizado. Las piezas que presentan esa condición son aquellas que, partiendo de barras, tienen una forma final de casquillo o similar. Una vez que la barra queda bien sujeta mediante pinzas o con un plato de garras, se va taladrando, mandrinando, roscando o escariando la parte interior mecanizada y a la vez se puede ir cilindrando, refrentando, ranurando, roscando y cortando con herramientas de torneado exterior.
La característica principal del torno revólver es que lleva un carro con una torreta giratoria de forma hexagonal que ataca frontalmente a la pieza que se quiere mecanizar. En la torreta se insertan las diferentes herramientas que realizan el mecanizado de la pieza. Cada una de estas herramientas está controlada con un tope de final de carrera. También dispone de un carro transversal, donde se colocan las herramientas de segar, perfilar, ranurar, etc.
También se pueden mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento hidráulico.Este Torno es groso
TORNO AUTOMATICO
Se llama torno automático a un tipo de torno cuyo proceso de trabajo está enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico.
Estos tornos pueden ser de un solo husillo o de varios husillos:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción.
Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos automáticos multihusillos donde de forma programada en cada husillo se va realizando una parte del mecanizado de la pieza. Como los husillos van cambiando de posición, el mecanizado final de la pieza resulta muy rápido porque todos los husillos mecanizan la misma pieza de forma simultánea.
La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan principalmente para grandes series de producción. El movimiento de todas las herramientas está automatizado por un sistema de excéntricas y reguladores electrónicos que regulan el ciclo y los topes de final de carrera.
Un tipo de torno automático es el conocido como "tipo suizo", capaz de mecanizar piezas muy pequeñas con tolerancias muy estrechas.
TORNO VERTICAL
 El torno vertical es una variedad de torno diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal.
El torno vertical es una variedad de torno diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal.Los tornos verticales tienen el eje dispuesto verticalmente y el plato giratorio sobre un plano horizontal, lo que facilita el montaje de las piezas voluminosas y pesadas. Es pues el tamaño lo que identifica a estas máquinas, permitiendo el mecanizado integral de piezas de gran tamaño.
En los tornos verticales no se pueden mecanizar piezas que vayan fijadas entre puntos porque carecen de contrapunta. Debemos tener en cuenta que la contrapunta se utiliza cuando la pieza es alargada, ya que cuando la herramienta esta arrancado la viruta ejerce una fuerza que puede hacer que flexione el material en esa zona y quede inutilizado. Dado que en esta maquina se mecanizan piezas de gran tamaño su unico punto de sujeción es el plato sobre el cual va apoyado. La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos.
TORNO CNC
Artículo principal: Torno CNC

El torno CNC es un tipo de torno operado mediante control numérico por computadora. Se caracteriza por ser una máquina herramienta muy eficaz para mecanizar piezas de revolución. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque la trayectoria de la herramienta de torneado es controlada a traves del ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programdor conocedor de la tecnología de mecanizado en torno. Es una máquina ideal para el trabajo en serie y mecanizado de piezas complejas.
alguna de las piezas creadas con este torno
 Las herramientas van sujetas en un cabezal en número de seis u ocho mediante unos portaherramientas especialmente diseñados para cada máquina. Las herramientas entran en funcionamiento de forma programada, permitiendo a los carros horizontal y transversal trabajar de forma independiente y coordinada, con lo que es fácil mecanizar ejes cónicos o esféricos así como el mecanizado integral de piezas complejas.
Las herramientas van sujetas en un cabezal en número de seis u ocho mediante unos portaherramientas especialmente diseñados para cada máquina. Las herramientas entran en funcionamiento de forma programada, permitiendo a los carros horizontal y transversal trabajar de forma independiente y coordinada, con lo que es fácil mecanizar ejes cónicos o esféricos así como el mecanizado integral de piezas complejas.La velocidad de giro de cabezal portapiezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas y, por tanto, exentas de fallos imputables al operario de la máquina.[4]
Otros tipos de tornos [editar]
Además de los tornos empleados en la industria mecánica, también se utilizan tornos para trabajar la madera, la ornamentación con mármol o granito.
El nombre de "torno" se aplica también a otras máquinas rotatorias como por ejemplo el torno de alfarero o el torno dental. Estas máquinas tienen una aplicación y un principio de funcionamiento totalmente diferentes de las de los tornos descritos en este artículo.
ESTRUCTURA DE EL TORNO

Torno paralelo en funcionamiento
El torno tiene cuatro componentes principales:
Bancada: sirve de soporte para las otras unidades del torno. En su parte superior lleva unas guías por las que se desplaza el cabezal móvil o contrapunto y el carro principal.
Cabezal fijo: contiene los engranajes o poleas que impulsan la pieza de trabajo y las unidades de avance. Incluye el motor, el husillo, el selector de velocidad, el selector de unidad de avance y el selector de sentido de avance. Además sirve para soporte y rotación de la pieza de trabajo que se apoya en el husillo.
Contrapunto: el contrapunto es el elemento que se utiliza para servir de apoyo y poder colocar las piezas que son torneadas entre puntos, así como otros elementos tales como portabrocas o brocas para hacer taladros en el centro de los ejes. Este contrapunto puede moverse y fijarse en diversas posiciones a lo largo de la bancada.
Carros portaherramientas: consta del carro principal, que produce los movimientos de avance y profundidad de pasada y del carro transversal, que se desliza transversalmente sobre el carro principal. En los tornos paralelos hay además un carro superior orientable, formado a su vez por tres piezas: la base, el charriot y el porta herramientas. Su base está apoyada sobre una plataforma giratoria para orientarlo en cualquier dirección.
cabezal giratorio o chuck : Su funcion consiste en sujetar la pieza a maquinar,hay varios tipos como el chuck independiente de 4 mordazas o el universal mayormente empleado en el taller mecánico al igual hay cuck magneticosy de seis mordazas,
Equipo auxiliar [editar]
Plato de garras
Se requieren ciertos accesorios, como sujetadores para la pieza de trabajo, soportes y portaherramientas. Algunos accesorios comunes incluyen:
Plato de sujeción de garras: sujeta la pieza de trabajo en el cabezal y transmite el movimiento.

Plato y perno de arrastre
Centros: soportan la pieza de trabajo en el cabezal y en la contrapunta.
Perno de arrastre: Se fija en el plato de torno y en la pieza de trabajo y le transmite el movimiento a la pieza cuando está montada entre centros.
Soporte fijo o luneta fija: soporta el extremo extendido de la pieza de trabajo cuando no puede usarse la contrapunta.
Soporte móvil o luneta móvil: se monta en el carro y permite soportar piezas de trabajo largas cerca del punto de corte.
Torreta portaherramientas con alineación múltiple.
Plato de arrastre :para amarrar piezas de difícil sujección.
Plato de garras independientes : tiene 4 garras que actúan de forma independiente unas de otras.

HERRAMIENTAS DE EL TORNEADO

Brocas de centraje de acero rapido
Herra
 mienta de metal duro soldada.
mienta de metal duro soldada. Las herramientas de torneado se diferencian en dos factores, el material del que están constituidas y el tipo de operación que realizan. Según el material constituyente, las herramientas pueden ser de acero rápido, metal duro soldado o plaquitas de metal duro (widia) intercambiables.
La tipología de las herramientas de metal duro está normalizada de acuerdo con el material que se mecanice, puesto que cada material ofrece unas resistencias diferentes. El código ISO para herramientas de metal duro se recoge en la tabla más abajo.
Cuando la herramienta es de acero rápido o tiene la plaquita de metal duro soldada en el portaherramientas, cada vez que el filo se desgasta hay que desmontarla y afilarla correctamente con los ángulos de corte específicos en una afiladora. Esto ralentiza bastante el trabajo. Por ello, cuando se mecanizan piezas en serie lo normal es utilizar portaherramientas con plaquitas intercambiables, que tienen varias caras de corte de usar y tirar y se reemplazan de forma muy rápida.
La tipología de las herramientas de metal duro está normalizada de acuerdo con el material que se mecanice, puesto que cada material ofrece unas resistencias diferentes. El código ISO para herramientas de metal duro se recoge en la tabla más abajo.
Cuando la herramienta es de acero rápido o tiene la plaquita de metal duro soldada en el portaherramientas, cada vez que el filo se desgasta hay que desmontarla y afilarla correctamente con los ángulos de corte específicos en una afiladora. Esto ralentiza bastante el trabajo. Por ello, cuando se mecanizan piezas en serie lo normal es utilizar portaherramientas con plaquitas intercambiables, que tienen varias caras de corte de usar y tirar y se reemplazan de forma muy rápida.

Plaquita de tornear de metal duro.

Herramienta de torneado exterior plaquita de widia cambiable.

La calidad de las plaquitas de metal duro se selecciona teniendo en cuenta el material de la pieza, el tipo de aplicación y las condiciones de mecanizado.
La variedad de las formas de las plaquitas es grande y está normalizada. Asimismo la variedad de materiales de las herramientas modernas es considerable y está sujeta a un desarrollo continuo.[5]
Movimiento de avance: es el movimiento de la herramienta de corte en la dirección del eje de la pieza que se está trabajando. En combinación con el giro impartido al husillo, determina el espacio recorrido por la herramienta por cada vuelta que da la pieza. Este movimiento también puede no ser paralelo al eje, produciéndose así conos. En ese caso se gira el carro charriot, ajustando en una escala graduada el ángulo requerido, que será la mitad de la conicidad deseada. Los tornos convencionales tiene una gama fija de avances, mientras que los tornos de Control Numérico los avances son programables de acuerdo a las condiciones óptimas de mecanizado y los desplazamientos en vacío se realizan a gran velocidad.
Profundidad de pasada: movimiento de la herramienta de corte que determina la profundidad de material arrancado en cada pasada. La cantidad de material factible de ser arrancada depende del perfil del útil de corte usado, el tipo de material mecanizado, la velocidad de corte, potencia de la máquina, avance, etc.
Nonios de los carros: para regular el trabajo de torneado los carros del torno llevan incorporado unos nonios en forma de tambor graduado, donde cada división indica el desplazamiento que tiene el carro, ya sea el longitudinal, el transversal o el charriot. La medida se va conformando de forma manual por el operador de la máquina por lo que se requiere que sea una persona muy experta quien lo manipule si se trata de conseguir dimensiones con tolerancias muy estrechas. Los tornos de control numérico ya no llevan nonios sino que las dimensiones de la pieza se introducen en el programa
CILINDRADO
Esquema de torneado cilíndrico.
Esta operación consiste en la mecanización exterior a la que se somete a las piezas que tienen mecanizados cilíndricos. Para poder efectuar esta operación, con el carro transversal se regula la profundidad de pasada y, por tanto, el diámetro del cilindro, y con el carro paralelo se regula la longitud del cilindro. El carro paralelo avanza de forma automática de acuerdo al avance de trabajo deseado. En este procedimiento, el acabado superficial y la tolerancia que se obtenga puede ser un factor de gran relevancia. Para asegurar calidad al cilindrado el torno tiene que tener bien ajustada su alineación y concentricidad.
El cilindrado se puede hacer con la pieza al aire sujeta en el plato de garras, si es corta, o con la pieza sujeta entre puntos y un perro de arrastre, o apoyada en luneta fija o móvil si la pieza es de grandes dimensiones y peso. Para realizar el cilindrado de piezas o ejes sujetos entre puntos, es necesario previamente realizar los puntos de centraje en los ejes.
Cuando el cilindrado se realiza en el hueco de la pieza se llama mandrinado.
Refrentado [editar]
Artículo principal: Refrentado
Esquema funcional de refrentado
Profundidad de pasada: movimiento de la herramienta de corte que determina la profundidad de material arrancado en cada pasada. La cantidad de material factible de ser arrancada depende del perfil del útil de corte usado, el tipo de material mecanizado, la velocidad de corte, potencia de la máquina, avance, etc.
Nonios de los carros: para regular el trabajo de torneado los carros del torno llevan incorporado unos nonios en forma de tambor graduado, donde cada división indica el desplazamiento que tiene el carro, ya sea el longitudinal, el transversal o el charriot. La medida se va conformando de forma manual por el operador de la máquina por lo que se requiere que sea una persona muy experta quien lo manipule si se trata de conseguir dimensiones con tolerancias muy estrechas. Los tornos de control numérico ya no llevan nonios sino que las dimensiones de la pieza se introducen en el programa
CILINDRADO
Esquema de torneado cilíndrico.

Esta operación consiste en la mecanización exterior a la que se somete a las piezas que tienen mecanizados cilíndricos. Para poder efectuar esta operación, con el carro transversal se regula la profundidad de pasada y, por tanto, el diámetro del cilindro, y con el carro paralelo se regula la longitud del cilindro. El carro paralelo avanza de forma automática de acuerdo al avance de trabajo deseado. En este procedimiento, el acabado superficial y la tolerancia que se obtenga puede ser un factor de gran relevancia. Para asegurar calidad al cilindrado el torno tiene que tener bien ajustada su alineación y concentricidad.
El cilindrado se puede hacer con la pieza al aire sujeta en el plato de garras, si es corta, o con la pieza sujeta entre puntos y un perro de arrastre, o apoyada en luneta fija o móvil si la pieza es de grandes dimensiones y peso. Para realizar el cilindrado de piezas o ejes sujetos entre puntos, es necesario previamente realizar los puntos de centraje en los ejes.
Cuando el cilindrado se realiza en el hueco de la pieza se llama mandrinado.
Refrentado [editar]
Artículo principal: Refrentado
Esquema funcional de refrentado

La operación de refrentado consiste en un mecanizado frontal y perpendicular al eje de las piezas que se realiza para producir un buen acoplamiento en el montaje posterior de las piezas torneadas. Esta operación también es conocida como fronteado. La problemática que tiene el refrentado es que la velocidad de corte en el filo de la herramienta va disminuyendo a medida que avanza hacia el centro, lo que ralentiza la operación. Para mejorar este aspecto muchos tornos modernos incorporan variadores de velocidad en el cabezal de tal forma que se puede ir aumentantan
Poleas torneadas
 RANURADO
RANURADOEl ranurado consiste en mecanizar unas ranuras cilíndricas de anchura y profundidad variable en las piezas que se tornean, las cuales tienen muchas utilidades diferentes. Por ejemplo, para alojar una junta tórica, para salida de rosca, para arandelas de presión, etc. En este caso la herramienta tiene ya conformado el ancho de la ranura y actuando con el carro transversal se le da la profundidad deseada. Los canales de las poleas son un ejemplo claro de ranuras torneadas.
Roscado en el torno [editar]
Hay dos sistemas de realizar roscados en los tornos, de un lado la tradicional que utilizan los tornos paralelos, mediante la Caja Norton, y de otra la que se realiza con los tornos CNC, donde los datos de la roscas van totalmente programados y ya no hace falta la caja Norton para realizarlo.
Para efectuar un roscado con herramienta hay que tener en cuenta lo siguiente:
Las roscas pueden ser exteriores (tornillos) o bien interiores (tuercas), debiendo ser sus magnitudes coherentes para que ambos elementos puedan enroscarse.
Para efectuar el roscado hay que realizar previamente las siguientes tareas:
Tornear previamente al diámetro que tenga la rosca
Preparar la herramienta de acuerdo con los ángulos del filete de la rosca.
Establecer la profundidad de pasada que tenga que tener la rosca hasta conseguir el perfil adecuado.
Roscado en torno paralelo
Una de las tareas que pueden ejecutarse en un torno paralelo es efectuar roscas de diversos pasos y tamaños tanto exteriores sobre ejes o interiores sobre tuercas. Para ello los tornos paralelos universales incorporan un mecanismo llamado “caja Norton”, que facilita esta tarea y evita montar un tren de engranajes cada vez que se quisiera efectuar una rosca.
La caja Norton es un mecanismo compuesto de varios engranajes que fue inventado y patentado en 1890, que se incorpora a los tornos paralelos y dio solución al cambio manual de engranajes para fijar los pasos de las piezas a roscar. Esta caja puede constar de varios trenes desplazables de engranajes o bien de uno basculante y un cono de engranajes. La caja conecta el movimiento del cabezal del torno con el carro portaherramientas que lleva incorporado un husillo de rosca cuadrada.
El sistema mejor conseguido incluye una caja de cambios con varias reductoras. De esta manera con la manipulación de varias palancas se pueden fijar distintas velocidades de avance de carro portaherramientas, permitiendo realizar una gran variedad de pasos de rosca tanto métricos como withworth. Las hay en baño de aceite y en seco, de engranajes tallados de una forma u otra, pero básicamente es una caja de cambios.
Eje moleteado
MOLETEADO

Eje moleteado.
El moleteado es un proceso de conformado en frío del material mediante unas moletas que presionan la pieza mientras da vueltas. Dicha deformación produce un incremento del diámetro de partida de la pieza. El moleteado se realiza en piezas que se tengan que manipular a mano, que generalmente vayan roscadas para evitar su resbalamiento que tendrían en caso de que tuviesen la superficie lisa.
El moleteado se realiza en los tornos con unas herramientas que se llaman moletas, de diferente paso y dibujo.
Un ejemplo de moleteado es el que tienen las monedas de 50 céntimos de euro, aunque en este caso el moleteado es para que los invidentes puedan identificar mejor la moneda.
El moleteado por deformación se puede ejecutar de dos maneras:
Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar.
Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos.
Torneado de conos [editar]
Un cono o un tronco de cono de un cuerpo de generación viene definido por los siguientes conceptos:
Diámetro mayor
Diámetro menor
Longitud
Ángulo de inclinación
Conicidad
Pinzas cónicas portaherramientas.

Los diferentes tornos mecanizan los conos de formas diferentes.
En los tornos CNC no hay ningún problema porque, programando adecuadamente sus dimensiones, los carros transversales y longitudinales se desplazan de forma coordinada dando lugar al cono deseado.
En los tornos copiadores tampoco hay problema porque la plantilla de copiado permite que el palpador se desplace por la misma y los carros actúen de forma coordinada.
Para mecanizar conos en los tornos paralelos convencionales se puede hacer de dos formas diferentes. Si la longitud del cono es pequeña, se mecaniza el cono con el charriot inclinado según el ángulo del cono. Si la longitud del cono es muy grande y el eje se mecaniza entre puntos, entonces se desplaza la distancia adecuada el contrapunto según las dimensiones del cono.
Torneado esférico [editar]
TORNEADO ESFERICO

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.png){kind=link}
{kind=link}
{kind=link}
{kind=link}
torno de Control Numérico porque, programando sus medidas y la función de mecanizado radial correspondiente, lo realizará de forma perfecta.
Si el torno es automático de gran producción, trabaja con barra y las rótulas no son de gran tamaño, la rotula se consigue con un carro transversal donde las herramientas están afiladas con el perfil de la rótula.
Hacer rótulas de forma manual en un torno paralelo presenta cierta dificultad para conseguir exactitud en la misma. En ese caso es recomendable disponer de una plantilla de la esfera e irla mecanizando de forma manual y acabarla con lima o rasqueta para darle el ajuste final.
Segado o Tronzado [editar]
Informacion tomada de:http://es.wikipedia.org/wiki/Torno
Si el torno es automático de gran producción, trabaja con barra y las rótulas no son de gran tamaño, la rotula se consigue con un carro transversal donde las herramientas están afiladas con el perfil de la rótula.
Hacer rótulas de forma manual en un torno paralelo presenta cierta dificultad para conseguir exactitud en la misma. En ese caso es recomendable disponer de una plantilla de la esfera e irla mecanizando de forma manual y acabarla con lima o rasqueta para darle el ajuste final.
Segado o Tronzado [editar]
{kind=link}
Informacion tomada de:http://es.wikipedia.org/wiki/Torno
No hay comentarios:
Publicar un comentario